
 瓦斯壓接法最早由日本在1950年開始發展,將兩段鐵軌接口對合壓緊並施加軸壓力,然後使用氧氣-乙炔來加熱鋼軌至1200~1300°C(尚未達到鋼鐵熔點),然後兩段鋼軌因壓力及高熱使兩段鋼軌結合一起。
瓦斯壓接法最早由日本在1950年開始發展,將兩段鐵軌接口對合壓緊並施加軸壓力,然後使用氧氣-乙炔來加熱鋼軌至1200~1300°C(尚未達到鋼鐵熔點),然後兩段鋼軌因壓力及高熱使兩段鋼軌結合一起。施工程序如下:
1. 研磨修整接口
2. 對正靠緊接口
3. 施加軸力在鋼軌
4. 使用氧氣-乙炔來加熱鋼軌至1200~1300°C
5. 接口因高熱而軟化隆起,壓縮長度約24mm
6. 熄火但繼續施加軸壓使長度再縮短2~3mm
7. 停止施加軸壓並剪除鼓起鋼材
8. 待軌溫降至600°C後,再次加熱至800°C
9. 矯正及整直鋼軌
10. 檢查焊接品質
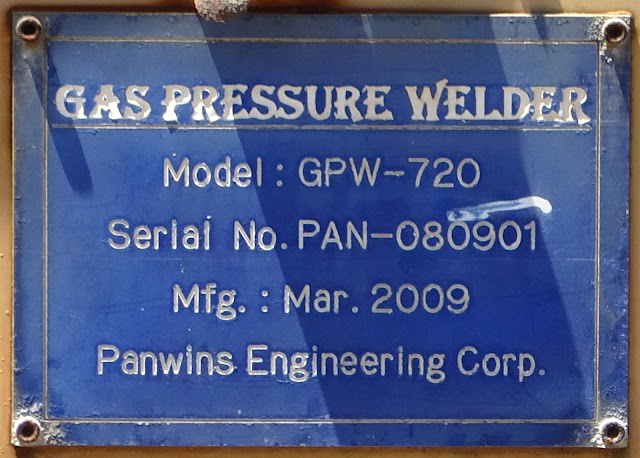
| 型號: | GPW-720 GAS PRESSURE WELDER |
| 製造廠商: | 汎嬴股份有限公司 Panwins Engineering Corp. |
| 生產國家: | 台灣 Taiwan |
| 出廠序號: | PAN-080901, PAN-090602 |
| 出廠年份: | 2009 |
| 台鐵編號: | n.a. |
相關連結:
1. 熱鋁焊接機及鋼軌加熱設備
2. 瓦斯壓接焊軌機
3. 電阻火花焊接機(Flash Butt Welding)
4. 台鐵各種軌道設備與設施


瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-080901 車輛外觀,2020/08/06拍攝於富岡車站


瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 車輛外觀,2024/02/17拍攝於富岡車站


瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 車輛外觀,2020/08/06拍攝於富岡車站


瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 車輛外觀,2014/02/03拍攝於富岡車站


車輛左上方外觀,2024/02/17拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-080901 車輛側面外觀,2024/02/17拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-080901 車輛側面外觀,2020/08/06拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 車輛側面外觀,2024/02/17拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 車輛側面外觀,2020/08/06拍攝於富岡車站

施工臂(瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602),2024/02/17拍攝於富岡車站

連結器(瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-080901),2024/02/17拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-080901 製造廠牌,2024/02/17拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-080901 製造廠牌,2020/08/06拍攝於富岡車站
瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 製造廠牌,2024/02/17拍攝於富岡車站

瓦斯壓接機 GAS PRESSURE WELDER GPW-720 PAN-090602 製造廠牌,2020/08/06拍攝於富岡車站

沒有留言:
張貼留言